


产品详细介绍
以下是:精密无缝管,50Cr无缝钢管免费获取报价的产品参数
导读 今年在云南省怒江市购买精密无缝管,50Cr无缝钢管免费获取报价有了新选择,融拓金属材料(怒江市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的精密无缝管,50Cr无缝钢管免费获取报价产品。如需购买或咨询,请随时联系我们,联系人:张经理-【17768165506】,地址:经济开发区东昌东路当代大厦。 云南省,怒江傈僳族自治州 怒江傈僳族自治州因怒江由北向南纵贯全境而得名。是中国的傈僳族自治州,其中独龙族和怒族是怒江所特有的少数民族。怒江州是中国民族族别成分多和中国人口较少民族多的自治州。怒江州拥有“三江并流”世界自然遗产、高黎贡山自然保护区,享有“自然地貌博物馆、生物物种基因库、人类文明处女地、民族文化大观园”等美誉。境内代表性的景点有独龙江、丙中洛、石月亮、老窝山等。
文字只能描述,而视频却能生动展现!点击播放我们的精密无缝管,50Cr无缝钢管免费获取报价产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:精密无缝管,50Cr无缝钢管免费获取报价的图文介绍

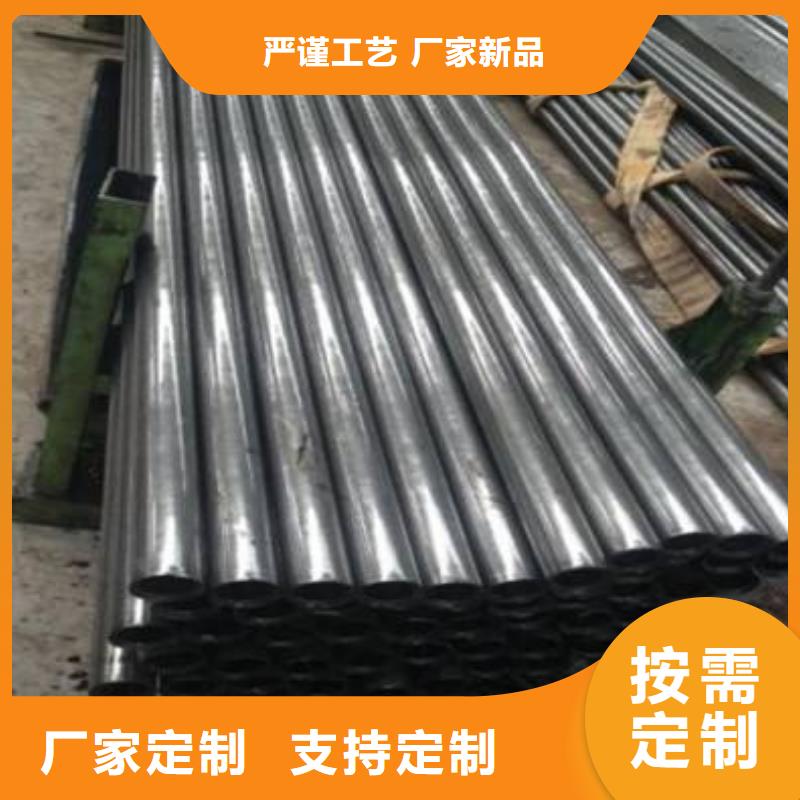
【钢管】
融拓金属材料(怒江市分公司)
讲究信誉精品优选


【钢管】的详细介绍
工厂直销今日新品

融拓金属材料(怒江市分公司)十分注重 [钢管]产品质量,始终坚持以质量求生存、以信誉求发展的经营宗费时,积累了多年专业制造生产 [钢管]的经验,不断完善管理制度,超越自我,不断追求 [钢管]产吕的完美而不懈努力!我们可以根据您的需求定制、设计等一系列服务。
融拓金属材料(怒江市分公司)真诚期 待为您创造更多的空间,携手共进,共创辉煌!








将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精轧管温度的目的。对于低碳钢,精轧管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精轧管温度亦可通过调节精轧管速度来实现。


总结联系人:张经理,电话:【17768165506】,融拓金属材料(怒江市分公司)在云南省怒江市本地专业从事精密无缝管,50Cr无缝钢管免费获取报价,云南省怒江市各个县市以及周边云南省 昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 泸水市、福贡县城市均可提供送货上门服务!